
 お問い合わせ
お問い合わせ

- 製品情報
- ボンドファースト®
製品情報
ボンドファースト®
ボンドファースト®とは
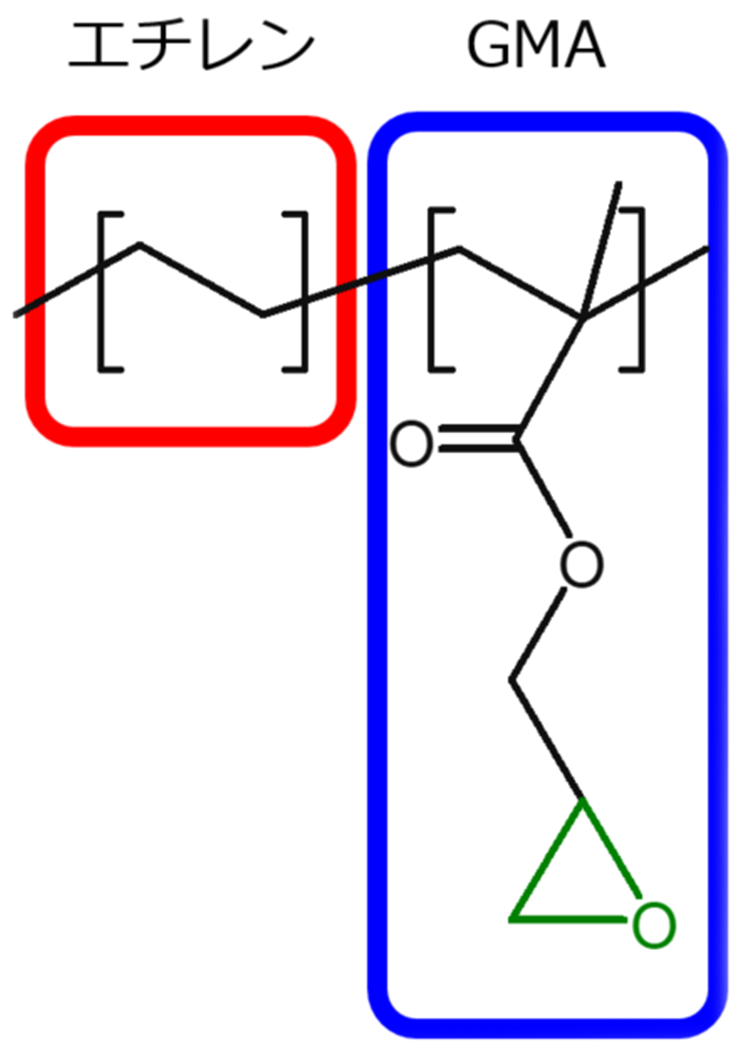
ボンドファースト®(BF)はエチレン-グリシジルメタクリレート(E-GMA)系共重合体です。
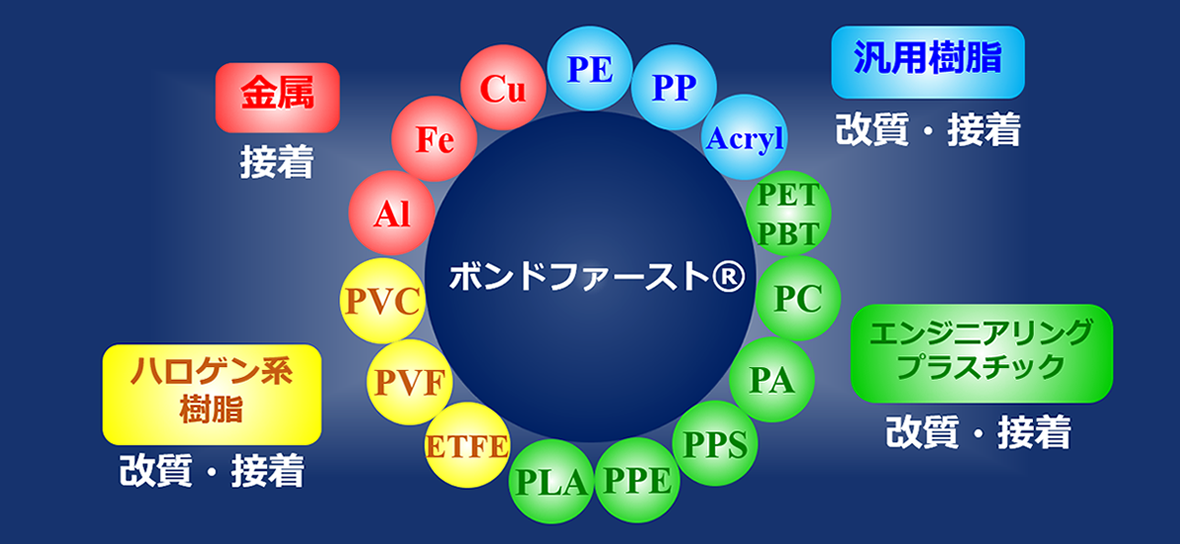
BFはエポキシ構造を有するため、多種多様な材料に対し、優れた反応性・接着性を示します。
| 形状 | ペレット |
|---|---|
| 融点 | 50~105℃ |
| MFR(190℃, 荷重21.2N) | 3~7g/10min(一部除く) |
| ガラス転移温度(Tg) | < -25℃ |
| 引張破断伸び(E) | > 500% |
PE:ポリエチレン, PP:ポリプロピレン, Acryl:ポリメタクリル酸メチル, PET:ポリエチレンテレフタレート
PBT:ポリブチレンテレフタレート, PC:ポリカーボネート, PA:ポリアミド, PPS:ポリフェニレンスルフィド
PPE:ポリフェニレンエーテル, PLA:ポリ乳酸, ETFE:エチレン-テトラフルオロエチレン共重合体
PVF:ポリフッ化ビニル, PVC:ポリ塩化ビニル, Al:アルミニウム, Fe:鉄(ステンレス鋼), Cu:銅
グレード
| ポリマー種類 | E-GMA共重合体 | E-GMA-VA共重合体 | E-GMA-MA共重合体 | コポリエステル 組成物 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 項目 | 試験法 | 単位 | BF-2C | BF-E | BF-30C | CG5001 | BF-2B | BF-7B | BF-7L | BF-7M | VC40 |
| グリシジルメタクリレート(GMA) | 住化法 | wt% | 6 | 12 | 19 | 19 | 12 | 12 | 3 | 6 | - |
| ビニルアセテート(VA) | 住化法 | wt% | - | - | - | - | 5 | 5 | - | - | - |
| メチルアクリレート(MA) | 住化法 | wt% | - | - | - | - | - | - | 27 | 27 | - |
| MFR | JIS K7210-1*1 | g/10min | 3 | 3 | 30 | 380 | 3 | 7 | 7 | 7 | 7 |
| 密度 | JIS K7112 | kg/m3 | 930 | 940 | 960 | 950 | 950 | 950 | 960 | 960 | 1130 |
| 引張破断強さ | ASTM D638*2 | MPa | 18 | 19 | 11 | 4 | 19 | 17 | 4 | 3 | 16 |
| 引張破断伸び | ASTM D638*2 | % | 650 | 700 | 730 | 250 | 750 | 750 | 850 | 1000 | 650 |
| 曲げ剛性率 | ASTM D747 | MPa | 98 | 69 | - | 3 | 39 | 39 | 6 | 4 | 400 |
| ビカット軟化点 | JIS K7206 | ℃ | 83 | 75 | 61 | 45 | 68 | 66 | < 25 | < 25 | 65 |
| 脆化温度 | JIS K7216 | ℃ | < -70 | < -70 | - | - | < -70 | < -70 | < -70 | < -70 | < -70 |
| 融点 | 住化法(DSC) | ℃ | 105 | 103 | 96 | 88 | 95 | 95 | 60 | 52 | 95 |
| ガラス転移温度 | 住化法(DSC) | ℃ | -26 | -26 | -29 | -27 | -28 | -28 | -33 | -33 | - |
| 吸湿率 | JIS K6911 | % | < 0.01 | < 0.01 | - | - | < 0.02 | < 0.02 | < 0.05 | < 0.05 | 0.21 |
*1:190℃、荷重21.2N
*2:タイプⅣ試験片、200mm/min
値は標準値であり、規格値ではありません
特徴
- 様々な官能基を有する化合物やポリマーとの高い反応性
- 高い柔軟性と延性
- 各種基材との優れた接着性
- 押出加工や射出成型時の優れた加工性
- E-GMA, E-GMA-VA, E-GMA-MA等各種グレードあり
応用例
1. ポリマーの改質
BF はエポキシ基を有するため、反応性官能基を持つエンジニアリングプラスチックス(例えばPET, PBT, PC, PPS, PES, PPE, PA)とアロイ化することで、耐衝撃性改良や加水分解抑制などに効果があります。
①PBT改質(耐衝撃性)
E-GMAがPBTとゴム成分の相容化剤として働くことで、ゴム成分の分散性が向上し、耐衝撃性を改良します。
-
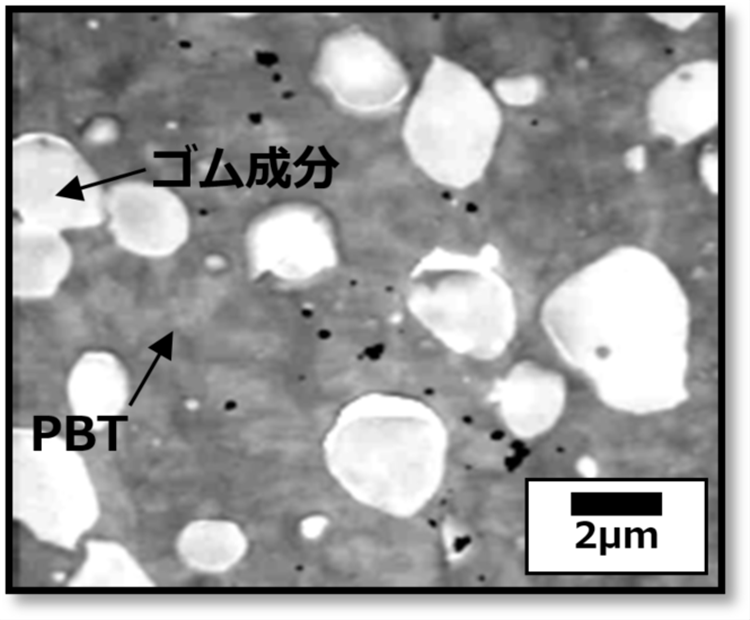
PBT/ゴム成分
-
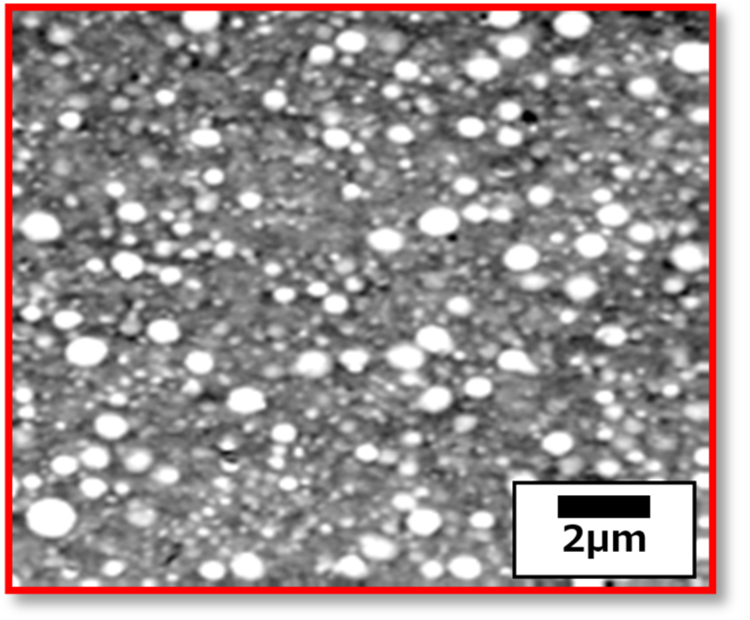
PBT/ゴム成分/ E-GMA
-
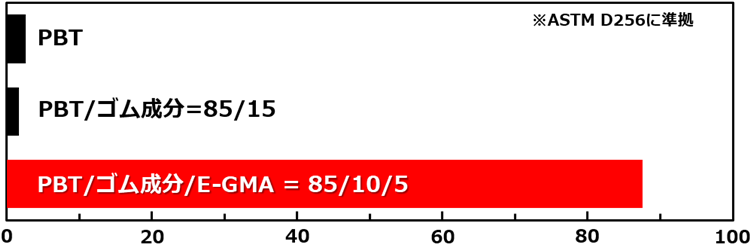
ノッチ付きIzod 衝撃強度 23℃ [kJ/m2]
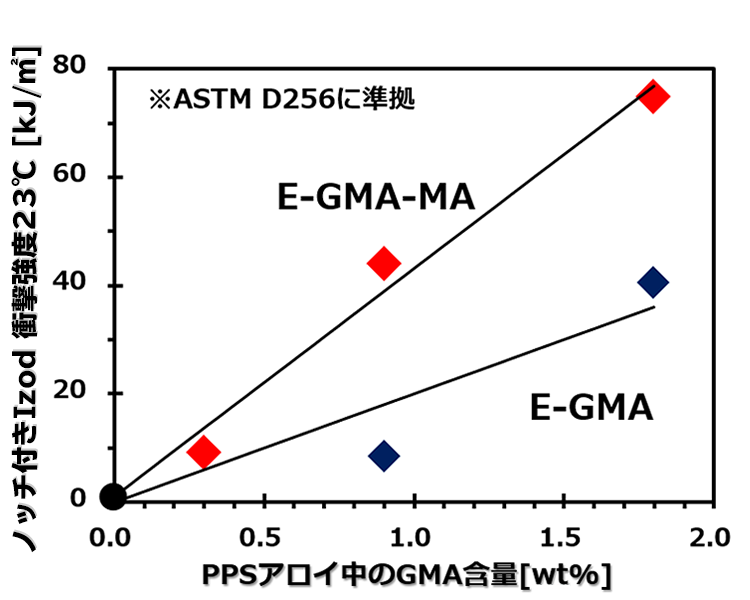
②PPS改質(耐衝撃性)
E-GMA-MAは単独でも高い耐衝撃性改良が可能です。
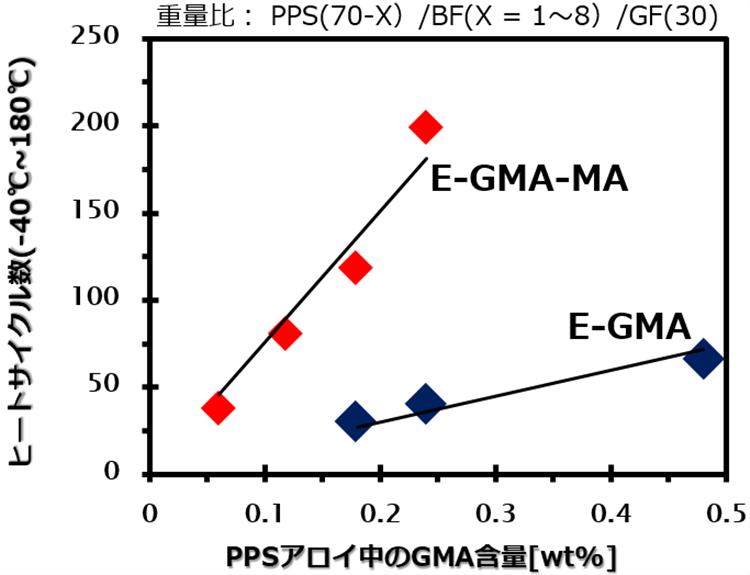
③PPS改質(ヒートサイクル性)
ヒートサイクル性の向上に効果を発揮します。
-
-
<試験条件>
1サイクル:
180℃2時間→-40℃2時間→180℃昇温評価基準:
成形品にクラックが入るまでのサイクル数成形品:
金属製ピンに最小肉厚1㎜となるようにインサート射出成形した成形品を使用
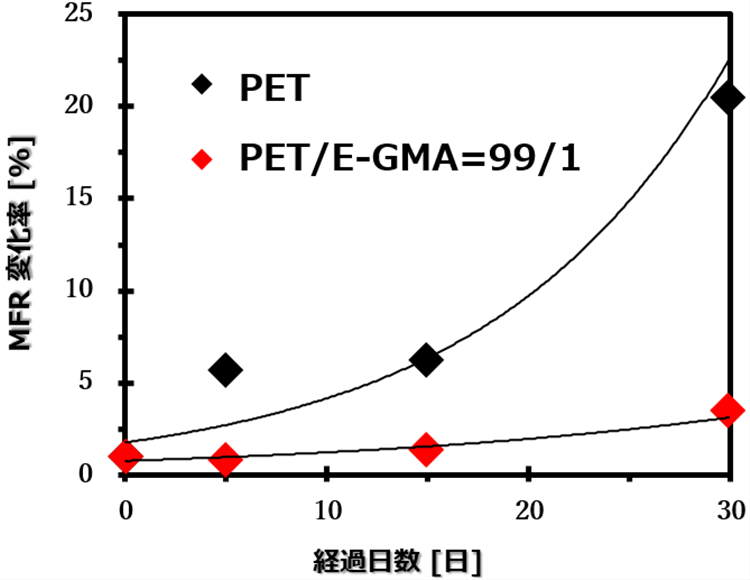
④PET改質(加水分解抑制)
PETの加水分解を抑制することができます。
-
-
<試験条件>
各樹脂を80℃の純水に浸し、所定の日数経過後にMFRを測定
MFR測定:
温度:260℃
荷重:21.2Nにて測定
2. アスファルト改質(骨材との剥離強度向上)
試験:アスファルト被覆の剥離性試験方法(JPI-5S-27-86に準ずる)
試験条件:80℃水中1週間
使用材料:ストレートアスファルト/SBS/剥離防止剤=100/4/0.15
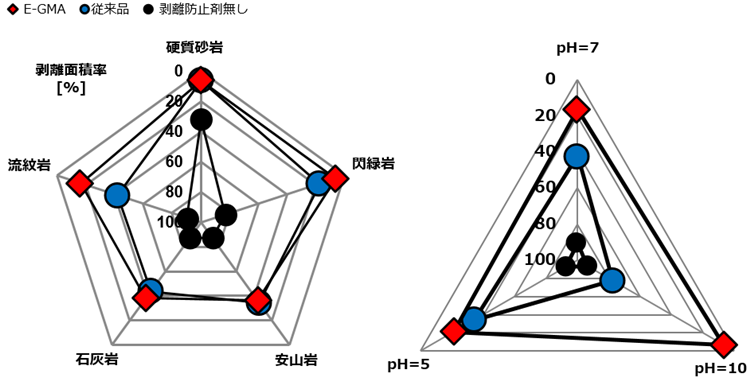
pH=10の水中に1週間浸漬後のアスファルト被覆骨材
-

剥離防止剤無し
-

E-GMA添加系
3. 接着用途
ボンドファースト®の各種素材との熱融着性データ
BFは各種基材と良好な接着力を示します。
*コロナ処理実施
| 接着樹脂 | 基材 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 汎用樹脂 | エンプラ | フッ素樹脂 | 金属 | ||||||||||
| LDPE | PP | PS | 軟質 PVC | PET* | PC | PA | ETFE* | PFA* | SUS | Al | Fe | Cu | |
| BF-E | ◎ | ◎ | 〇 | × | 〇 | ◎ | × | ◎ | 〇 | ◎ | ◎ | 〇 | ◎ |
| BF-7B | ◎ | ◎ | 〇 | △ | 〇 | ◎ | △ | ◎ | 〇 | ◎ | ◎ | 〇 | 〇 |
| VC-40 | 〇 | △ | 〇 | ◎ | ◎ | ◎ | 〇 | 〇 | × | ◎ | ◎ | 〇 | ◎ |
| MAH変性PE | ◎ | 〇 | × | × | △ | × | ◎ | × | × | ◎ | ◎ | ◎ | × |
| MAH変性EVA | ◎ | ◎ | × | × | 〇 | × | ◎ | × | × | ◎ | ◎ | ◎ | ◎ |
| エチレン―アクリル酸 コポリマー | ◎ | × | × | × | 〇 | × | ◎ | × | × | ◎ | ◎ | ◎ | ◎ |
構成:基材/接着樹脂(50μm)/LDPE(50μm)
接着:ヒートシーラー 片面加熱 190℃, 3kg/cm2, 3sec.
剥離:180゚剥離,剥離速度 100mm/min.
注意事項
押出機内でのゲル化を避けるための注意
- ボンドファースト®を高温の押出機内で長時間滞留すると、エポキシ基の熱開環のためにゲル化する可能性があります。従って、押出機での操作を中断、停止するときには押出機内のボンドファースト®を十分にパージしておく必要があります。通常、MFRが3~5g/10minのLDPEを押出機に流し、残留物をLDPEで置換することで、ゲル化を抑制します。
- ボンドファースト®は、エポキシ基に対して高反応性の置換基を有するポリマーを同じ押出機内で溶融ブレンドあるいは混在させると著しくゲル化する可能性がありますので避けてください。
お問い合わせ
製品に関する疑問や、各種ご相談、お見積など、なんでもお気軽にご相談ください。